
Causes of solar cell chip cracking
1. Improper operation during the welding process caused cracks.
2. Improper lifting and placement by personnel resulted in cracking of the solar module.
3. The laminator has malfunctioned and there are solar module chips.

Impact of solar modules:
1. Partial failure of cracks affects the power attenuation of solar modules.
2. The power attenuation or complete failure of a single solar cell affects the power attenuation of solar modules.
Preventive measures:
1. The welding and rework area of the busbar shall be strictly operated according to the SOP method.
2. Personnel shall strictly follow the process requirements when lifting and placing solar modules.
3. Ensure regular maintenance of the laminating machine. Every time equipment parts are replaced, the first article confirmation must be strictly done before production.
4. Strictly control and inspect EL testing to prevent any defects or omissions.
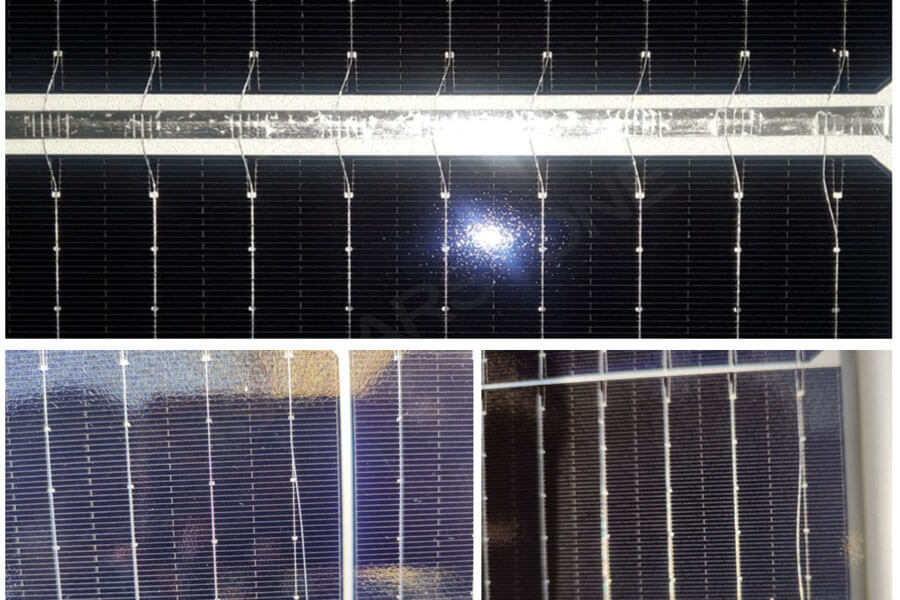
Reasons for excessive usage of solar cell soldering flux
1. Excessive flux injection caused by welding machine adjustment.
2. Excessive application of soldering flux by personnel during repair.
Impact of solar modules:
1. Affects EVA delamination at the main grid line position of solar modules.
2. After a long time in the power generation system, solar modules appear lightning streaks and black spots, which affect the power attenuation of solar modules and reduce their lifespan or cause them to be scrapped.
Preventive measures:
1. Adjust the flux spraying amount of the welding machine and conduct regular inspections.
2. When replacing solar cells in the repair area, please use a designated soldering pen and do not use a large bristle brush to apply soldering flux.
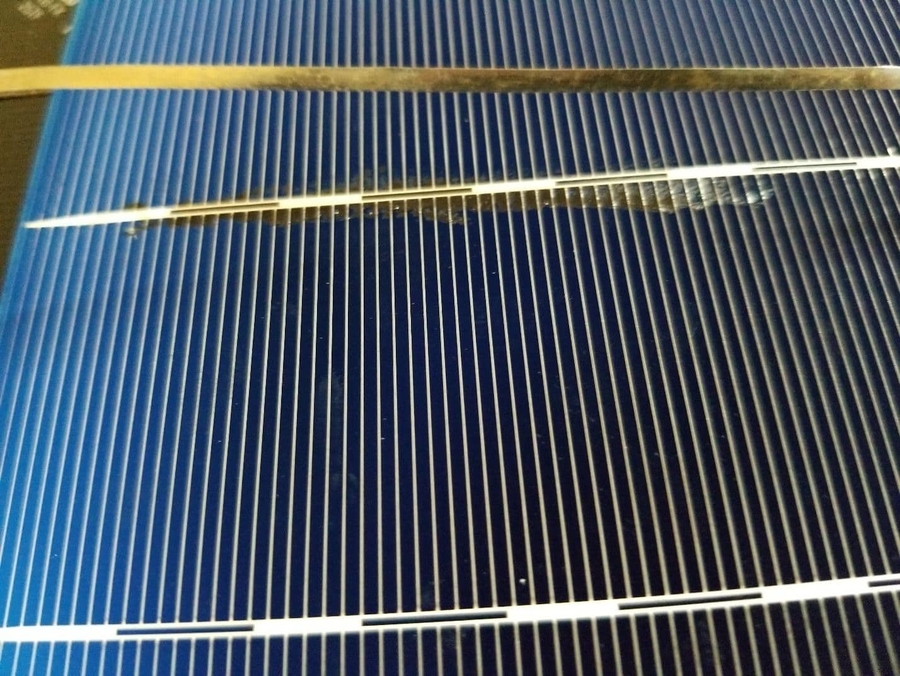
Reasons for false soldering and over soldering
1. Excessive welding temperature or too little flux application or too fast speed can lead to false soldering.
2. Excessive welding temperature or welding time can lead to over welding.
Impact of solar modules:
1. False soldering can cause delamination between the welding strip and the solar cell in a short period of time, affecting the power attenuation or failure of the solar module.
2. Overwelding causes damage to the internal electrodes of solar cells, directly affecting the power attenuation of solar modules, reducing their lifespan, or causing them to be scrapped.
Preventive measures:
1. Ensure parameter settings for welding machine temperature, flux injection amount, and welding time And regular inspections should be conducted.
2. The repair area should ensure the temperature of the soldering iron, welding time, and the use of the correct soldering pen to apply soldering flux.
3. Strengthen EL inspection efforts to avoid defective products missing from the next process.
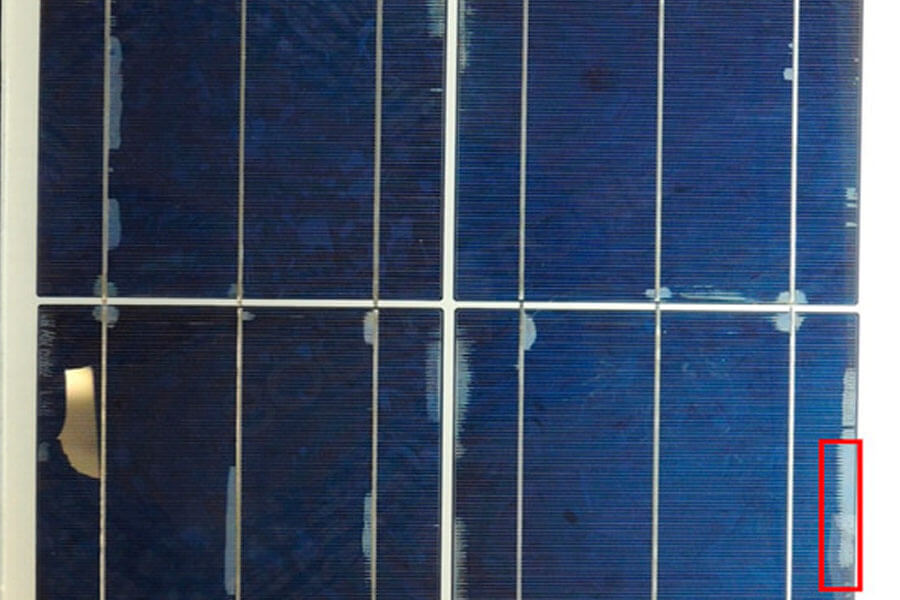
Reason for welding strip deviation or warping fragments after welding
1. Abnormal positioning of the welding machine can cause the welding strip to shift.
2. The deviation of the main grid line of the raw material for solar cells can cause the welding strip to deviate from the main grid line after welding.
3. Excessive temperature and bending hardness of the welding strip result in bending of the solar cell after welding.
Impact of solar modules:
1. Offset can lead to reduced contact between the welding strip and the solar cell area, resulting in delamination or affecting power attenuation.
2. Overwelding causes damage to the internal electrodes of solar cells, directly affecting the power attenuation of solar modules, reducing their lifespan, or causing them to be scrapped.
3. Bending after welding causes fragments of solar cells.
Preventive measures:
1. Regularly check the positioning system of the welding machine.
2. Strengthen the incoming inspection of raw materials for solar cells and welding strips.
Causes of tempered glass explosion in components and wire breakage in junction boxes
1. The solar module is severely impacted by external forces during transportation, resulting in glass explosion.
2. There are impurities in the glass raw material that cause the raw material to self explode.
3. The wire was not placed in the specified position, resulting in the wire being crushed.

Impact of solar modules:
1. Glass explosion leads to direct scrapping of solar modules.
2. Wire damage leading to solar module power failure or danger of leakage and power connection accidents.
Preventive measures:
1. During the lifting and placing process of solar modules, they should be handled gently to avoid being collided by external forces.
2. Strengthen the inspection and testing of glass raw materials.
3. The wires must be strictly coiled according to the requirements to avoid scattering on the solar modules.
Causes of Bubble Formation
1. If the vacuum temperature time of the laminator is too short and the temperature setting is too low or too high, bubbles will appear.
2. If the interior is not clean and there are foreign objects, bubbles may appear.
3. If the size of the insulation strip is too large or too small, it can cause bubbles.
Impact of solar modules:
1. Bubbles in solar modules can affect delamination. Severe damage can lead to scrapping.
Preventive measures:
1. The vacuum time and temperature parameters of the laminator should be strictly set according to the process requirements.
2. Welding and stacking processes should be cleaned within 5 seconds.
3. The cutting size of the insulation strip is strictly required for cutting and inspection.
Causes of hot spots and delamination
1. Foreign objects on the surface of solar modules during repair can cause hot spots.
2. Insufficient welding adhesion can cause hot spots.
3. The temperature and time of delamination and lamination do not meet the standards.
Impact of solar modules:
1. Hot spots cause power attenuation and failure of solar modules, or directly lead to the burning and scrapping of solar modules.
2. Delamination leads to power attenuation or failure of solar modules, affecting their lifespan and causing them to be scrapped.
Preventive measures:
1. Strictly follow the repair SOP requirements and pay attention to the inspection after repair for 5 seconds.
2. The temperature of the soldering iron at the welding site and the control of the welding machine time should comply with the standards.
3. Regularly check whether the parameters of the laminating machine meet the process requirements. At the same time, conduct crosslinking degree experiments on time to ensure that the crosslinking degree meets the requirements of 85% ± 5%.
